粘贴小报
粘贴小报
碳纤维复合材料主要加工原理及方法
发布时间:2019-09-26
随着各行业对材料轻量化和卓越性能的追求,碳纤维及其复合材料的应用越来越广泛,目前还没有大批量应用的原因主要是成本和生产效率的问题。而成本主要是材料成本和批量化成型加工成本,如何高速、高效大批量生产高质量、低成本的碳纤维复合材料,减少材料浪费,已经成为业内的共识。
1 碳纤维的加工难点
碳纤维增强复合材料(CFRP)在加工过程中,基体和纤维存在较为复杂的内部相互作用,使其物理特性与金属有较大区别,CFRP密度远小于金属,而强度大于绝大部分金属。因为 CFRP 的不均匀性,在加工过程中往往会出现纤维拉出或基质纤维的脱离;CFRP 具有较高的耐热性和耐磨性,使其在加工过程中对设备的要求较高,因为生产过程中产生大量切削热对设备磨损较为严重。
同时,其应用领域的不断扩展,要求也越来越细腻,对材料适用性做出要求,对CFRP 的质量要求也越来越苛刻,也致使加工成本上浮。
2 加工原理
纤维取向
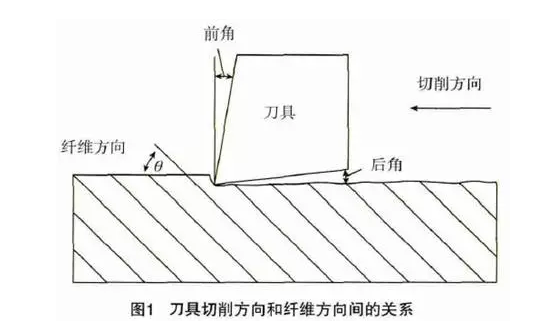
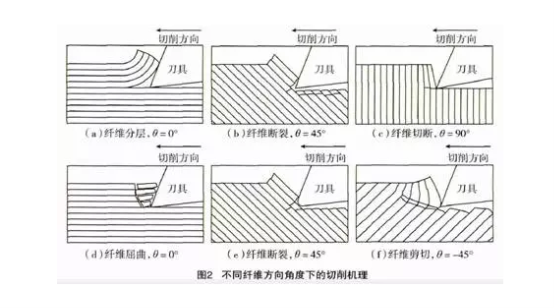
纤维取向在 CFRP 工件和刀具接触面的相互作用中会产生重大影响,切屑形成和纤维取向密切相关。CFRP 工件和刀具接触面的断裂是由刀尖所施加的压力导致的。在多种纤维取向方面,共有3 种切削机理:
(1)纤维的断裂沿着纤维和基体接触面的方向,即纤维取向是0°。
(2)刀具剪切时方向垂直于纤维轴,纤维取向为75°。
(3)纤维取向为 90°甚至负角度,纤维方向角度 30°、60°、90°是最关键的方向,它们会导致大的切削力和集中磨损及工件破坏,通过增加刀具后角值可以有效地减小进给推力。
切削热
CFRP 的切削过程是碳纤维断裂和基体材料去除的复杂过程,工件和切削刀具之间摩擦升温,甚至引起刀具高温软化或分解。CFRP 导热性较差,所以在切削过程禁止使用冷却液,致使产生的切削热不能快速散出,从而将热量传到切削刀具上,加剧了切削设备的磨损,使其使用寿命大打折扣,同时使工件的表面热量更加剧,影响复合材料表面成型,降低了复合材料使用中的性能。
复合材料切削热的研究主要集中在切削温度的测量方法上,国内外很多学者采用红外测温仪、热像仪或者埋入热电偶等方式对碳纤维复合材料的切削温度进行测量研究。
刀具磨损机理
CFRP 属于难加工材料,主要原因是其对刀具的磨损非常迅速。加工进程中对刀具的磨损机理为:工件在刀具上被加工时,二者表面接触大,在加工过程中,长期的磨损,震动,使刀具上的硬质颗粒偶有脱离,从而形成了所谓的刀具磨损。
磨损类型大致可分为刀具破坏和磨损,按照磨损的位置不同,磨损又可分为刀尖磨损、刀具侧面磨损、刀具边缘破坏和边缘磨损。
影响刀具磨损的因素有很多,主要包含:加工工艺参数、刀具几何形状和材料等。在 CFRP 切削过程中,工艺参数(如切削速度、进给速度、纤维取向等)会显著地影响刀具磨损。一般而言,切削速度增加会加剧侧面磨损。刀具几何形状和材料对加工表面、切屑形成、切削力和刀具磨损有着显著的影响。
4 加工方法
车削加工
车削是在 CFRP 加工中应用最多的方法也是最基础的方法,通常适用于圆柱表面预定公差的实现。适合车削可以应用的刀具主要材料为:硬质合金或陶瓷以及聚晶金刚石。加工工艺中进刀速率,所切深度,和切削的速度都会影响工件成品表面质量和道具损坏程度,这也是进行技术优化的目标方向。

车削加工
铣削加工
铣削通常是对成品工件再加工的一种加工方式,要求的加工精度较高,对复杂工件粗加工后的修缮性的铣削过程。在加工过程中,同样端铣刀和CFRP 之间要进行复杂的相互作用,造成 CFRP 工件存在没切断的纤维纱线以及分层现象。为减少和避免类似缺陷产生,只要在加工前期,科学预测切削力和轴分层和未切断的纤维纱线毛边的现象时有发生的大小,控制加工工艺参数设置,将有效减少了毛刺毛边的产生。
主要的工艺参数,如纤维取向、轴向和切向进给速度、切削速度等,都会对工件表面粗糙度产生显著影响。铣削加工的技术要求:反复实验纤维取向,轴向和切向进给速度,形成最佳参数,进行铣削加工。

CFRP加工用铣刀
钻孔加工
工件要求螺栓或铆接装配时需钻孔操作,在CFRP 钻孔过程中仍然存在一定问题:材料的离层现象,刀具的严重损耗以及孔内壁的质量问题。经实验分析,设置的切削参数、钻头的几何形态以及切削的质量对上诉产生的问题均产生明显影响。通常把损伤区最大直径和孔径比率称为损伤因子,也是表示分层现象的程度,分层因子越大,表示分层问题越为严重。
通过实验可以推理,切削过程中推力和分层现象产生也有相互关系,推削力的大小也可表示分层程度。基于相同的钻孔材料,不同于其他加工方式,钻孔加工中切削速率不会给切削力产生很大影响。
在同一切削参数下,与麻花钻头相比,参数对复合型特殊钻头分层影响较低。对于特殊几何特征的钻头,较大的进给速度和钻头直径可以减少分层,并且不同直径比钻孔切削力会随着直径比的减小而增大,随着进给速度的增大而增大。

CFRP加工用钻头
磨削加工
通常在船舶制造,航天工业领域,对 CFRP 的工件质量要求更为苛刻。工件精度和质量都要求在较高加工方式下进行,而磨削加工的施工工艺恰恰符合其制造要求。磨削加工件精度要求十分严格,需对已经粗加工的工件进行细磨加工。
磨削加工 CFRP 要比金属困难和复杂得多,国内外学者也进行了相关研究,设计了一种杯形砂轮,在其内部提供冷却液对CFRP 进行磨削加工,比较了干式磨削、外部冷却液磨削和内部冷却液磨削3种加工方式,结果显示 :内部冷却液磨削方式加工过程中,附着于砂轮上的基体树脂明显减少,砂轮中的磨粒能更有效地磨削纤维且在材料表面不会产生层离或毛刺现象。这种砂轮内部提供冷却液的方法展示出了更强的冷却效果,能显著降低磨削温度,同时有利于切屑的排出。

磨削加工
超声振动加工技术
超声振动加工机理是建立在传统加工过程中刀具和工件相对运动的基础上的,然后在对两者施加一定的超声振动,从而生产出性能更优越的复合型材料。该技术属于对传统技术的优化和辅助,较传统加工方式,技术更加先进,成品工件表面质量更加细腻,同时也降低裂纹产生的现象,节省了加工成本。有效减低了CFRP增强复合材料的加工难度,超声波的应用,彻底改善了材料去除机理,降低工具和工件相互的摩擦力,减少了工具加工时间,增强了刀具作用力,提高了加工效率,减少了刀具磨损,使工件加工的精度和质量更先进。主要有超声振动钻孔加工、超声振动磨削加工、超声振动铣削加工,超声振动切削加工。

超声辅助切削
(1)超声振动钻孔加工
超声振动钻孔加工是一种非传统的加工方法,在高效钻削加工复合材料方面具有很大发展潜能,其主要优点包括:减小切削力和力矩;提高加工表面质量,减少毛刺;避免分层现象发生等。
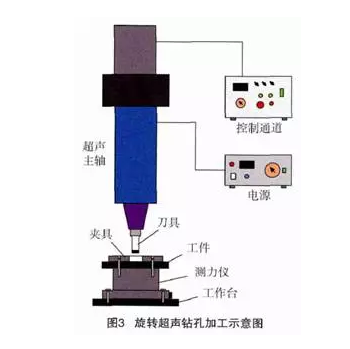
有学者研究以金刚石磨粒旋转超声振动钻孔加工 CFRP,旋转超声钻孔加工如图 3 所示。对 CFRP的机理分析表明:CFRP 的材料去除机理更适用于脆性断裂而不是塑性变形,建立切削力模型用于预测加工参数和加工环境对切削力影响的关系,并通过试验验证了该力学模型的准确性。
(2)超声振动磨削加工
超声振动磨削加工结合了金刚石磨削加工材料去除机理和具有超声加工特点的复合式磨削加工技术。其优点主要有:可产生切削力减小和切屑减薄的效果;改善工件表面精度和形状精度;提高材料去除率,延长工具的寿命;提高脆性与延性域发生转变的临界切削深度,实现脆性材料的延性域加工。
来源:碳谱科技